MTO、MTS、ATO、ETO、CTO:ERP五种生产模式到底有什么区别?如何选择最适合的模式?
当前位置:点晴教程→知识管理交流
→『 技术文档交流 』
之前一期内容,咱们讲了制造业ERP中五大生产模式的:按库存生产(MTS)和按订单生产(MTO)。 那今天就把剩下的——
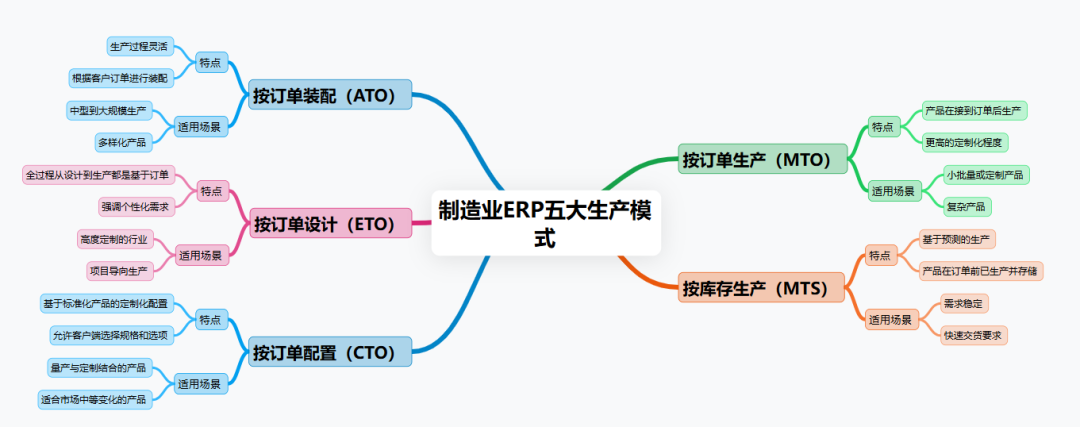
这三个生产模式跟大家聊一聊:该怎么区分这几种模式?以及企业该怎么选? 先上一张图,把 MTS、MTO、ATO、ETO、CTO 这些生产方式的特点和适用场景都简单概括一下。 接下来,将详细拆解图中左侧的三种生产模式:ATO、ETO、CTO。 先搞清楚:这几种模式到底是怎么来的? 制造业的生产模式,主要是根据客户需求和产品标准化程度来划分的。 简单理解: 客户需求固定,产品高度标准化,就可以提前大批量生产,这就是MTS(Make to Stock,按库存生产),像快消品、日用品、标准零件就是这种模式。 客户需求多变,产品需要根据订单来生产,这就有了各种“按单”生产模式,比如今天要聊的 ATO、ETO、CTO。 总的来说,MTS 就是“我做好了你来买”,而 ATO、ETO、CTO 是“你下单了我再生产”。但具体怎么做,就有了不同的玩法。 ATO、ETO、CTO的核心区别 1. ATO(Assemble to Order,按单组装) ATO 指的是先生产好零部件,客户下单后再进行快速组装。 企业不会提前生产完整的产品,而是准备好各种模块化的零件,等订单确定后,再进行最终组装和测试。这样可以提高交付速度,同时降低库存压力。 1)关键点: 标准化零部件,按订单组装 2)适用场景: 产品有固定的标准模块,客户下单后,只需要从已有的零部件中挑选,进行快速组装,比如电脑、家电、汽车、家具等。 订单交付时间短,供应链要求比较高,零部件库存管理是关键。 3)例如: 你去苹果官网买 MacBook,可以选内存、硬盘、颜色,但整体外观、主板、芯片等核心部分都是固定的。 你选好后,苹果会从仓库调出对应零件,进行组装,然后发货,这就是典型的 ATO 模式。 4)优缺点: 优势: 生产快、交付周期短、库存压力小。 劣势: 客户个性化需求有限,不能完全自由定制。 2. ETO(Engineer to Order,按单设计) ETO 指的是客户下单后,企业才开始产品设计、工程开发、采购和生产。 这类产品通常没有标准化的生产流程,而是根据客户的个性化需求从零开始定制,设计、采购和制造周期都比较长。 1)关键点: 从设计开始,全定制化 2)适用场景: 完全个性化定制,每个客户的需求都不一样,产品需要从头开始设计,比如工程机械、大型设备、桥梁、船舶、飞机、特种设备等。 交付周期长,需要强大的工程研发能力,项目管理很重要。 3)案例: 假设你要建一座大桥,每座桥的结构、跨度、承重等需求都不一样,需要从设计到生产全部重新来过。这时候,就属于ETO 模式,从头到尾都是定制化的。 4)优缺点: 优势: 完全满足客户需求,定制化程度高,利润空间大。 劣势: 交付周期长,研发成本高,项目风险大。 3. CTO(Configure to Order,按单配置) CTO 指的是基于标准化的组件,客户下单后再进行个性化配置和组合。企业不会提前生产完整的产品,而是先准备好各种标准部件,等客户下单后,再按照需求快速配置成最终产品。这种方式在保证灵活性的同时,也能控制库存和生产成本。
1)关键点: 基于标准组件,灵活配置 2)适用场景: 介于 ATO 和 ETO 之间,产品有很多标准化组件,但可以根据客户需求自由组合,比如服务器、工业设备、自动化生产线等。 订单的产品不是简单的组装,而是有一定的配置规则,需要调整参数、选配不同的零部件,但不需要重新设计。 3)案例: 买服务器的时候,你可以选 CPU、硬盘、内存、网卡、电源等,每个部分都有不同的型号可选,生产厂家根据你的需求,提供合适的方案并进行配置,这就是 CTO。 4)优缺点: 优势: 个性化程度高,生产效率也不错,比 ETO 快,灵活性比 ATO 强。 劣势: 配置规则复杂,生产计划难度较大,库存管理也不容易。 它们的共同点是什么? 虽然 ATO、ETO、CTO 生产模式各有不同,但它们在实际应用中也有很多共性,主要体现在以下几个方面: 1. 都是以订单驱动的生产模式 无论是 ATO(按单组装)、ETO(按单设计)还是 CTO(按单配置),它们的生产都不是完全依靠预测,而是根据客户订单来安排。 区别只是订单介入的时间点不同: ATO 是客户下单后才进行最终组装,核心部件可能已经预生产。 ETO 是从订单开始才进行设计、采购,整个流程从零开始。 CTO 是客户下单后才进行组件的组合配置,但所有零件都是标准化的。 相同点:都需要精准的订单管理,否则交付时间、成本和客户满意度都会受到影响。
2. 都对供应链管理要求高 这三种模式都依赖于稳定的供应链,保证生产过程中所需的零件、材料能够按时、按量供应。 ATO 需要良好的库存管理,既不能缺货,也不能积压太多库存。 ETO 依赖强大的采购和供应商管理,因为每个订单的材料可能都不同。
CTO 需要确保所有标准组件的供应充足,以支持不同的产品配置。 相同点:如果供应链出现问题,比如原材料短缺、供应商交付延期,都会直接影响订单交付。 3. 都需要强大的生产计划和排产能力 由于生产是按订单来组织的,所以如何合理安排生产,确保资源最大化利用,是三者的共同挑战。
ATO 需要优化组装流程,减少装配时间,提高效率。 ETO 需要高效的项目管理,确保设计、采购、生产各环节紧密衔接。 CTO 需要动态调整生产计划,应对不同的订单组合需求。 相同点:生产计划的精准度会影响成本、交付时间,甚至影响客户体验。 4. 都需要 ERP 系统的支持 不管是哪种模式,靠 Excel 和人工管理已经远远不够,必须用 ERP 来打通订单、生产、库存、财务等各个环节。 订单管理:所有模式都需要 ERP 记录订单数据,确保生产按照客户需求执行。 物料管理:ERP 可以智能管理库存,优化采购,防止缺料或积压。 生产追踪:ERP 帮助监控生产进度,及时发现问题,提高交付准时率。
财务管理:ERP 可以计算生产成本、利润,并帮助企业优化成本控制。 相同点:ERP 系统是提高效率、减少错误、优化资源配置的关键工具。 5. 都需要高效的质量管理 客户的订单往往个性化程度高,这就要求制造企业必须严格把控质量,避免因质量问题返工,增加成本。
ATO 需要标准化的质量检测流程,确保组装后的产品稳定可靠。 ETO 需要全过程质量控制,从设计、材料选择到生产每个环节都不能出错。 CTO 需要确保不同配置组合的产品兼容性,避免不兼容问题导致客户投诉。 相同点:质量问题不仅影响企业的成本和交付,还直接影响客户满意度,必须严格管控。 怎么选合适的生产模式? 企业在选择生产模式时,主要考虑以下因素:
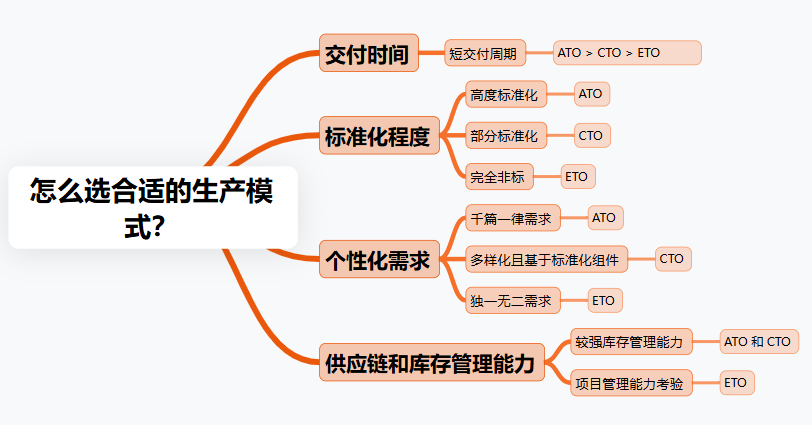
1.标准化程度: 产品的标准化程度高度标准化(如家电、电子产品):适合 ATO。 部分标准化,可选配置(如服务器、工业设备):适合 CTO。 完全非标,需要重新设计(如桥梁、专用设备):适合 ETO。 2.个性化需求: 客户的个性化需求如果客户需求千篇一律,ATO 最合适。 如果客户要求多样化但可以基于标准化组件搭配,CTO 是个好选择。 如果每个客户的需求都是独一无二的,那只能用 ETO。 3.交付时间: 交付时间的要求短交付周期:ATO > CTO > ETO。ETO 交付时间最长,因为涉及研发和设计。 4.供应链和库存管理能力: ATO 和 CTO 需要较强的库存管理能力,ETO 则主要考验项目管理能力。 选择哪种生产模式,其实主要看你的产品是需要先生产好,还是等客户下单后再动工。 说白了,ATO 追求快,ETO 追求个性化,CTO 追求灵活。 具体选哪种,就看你的产品特性和供应链能力了。 无论是哪种模式,ERP 系统都能帮上大忙,不管是订单管理、库存、生产还是采购,只要系统化运作,效率就能大大提升,也能避免各种出错。 ——The End—— 该文章在 2025/2/19 17:22:35 编辑过 |
关键字查询
相关文章
正在查询... 



|


 400 186 1886
400 186 1886